

WPC ドアフレーム生産ラインでフォームが失敗するのはなぜですか?
WPCドアフレーム製造における発泡しない問題を解決するソリューション
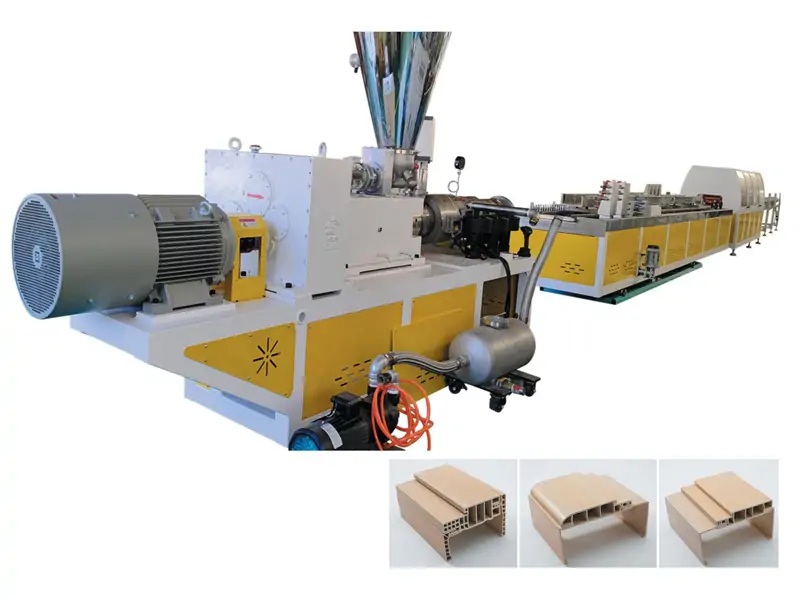
ヨンテWPCドアフレーム製造機発泡技術を使用して、PVCと木材の複合材料から最高品質のドアフレームを作成します。この最先端の装置は、正確な温度制御モジュールと特別なネジ設定を組み合わせて、PVC マトリックスと木材繊維の組み合わせを完璧にします。一方、その発泡システムは均一なセル分布を保証し、完成したドアフレームの構造強度と断熱特性の両方を向上させます。
しかし、多くの作業者は製造中の泡形成の問題に直面しており、その結果、製品の重量が過剰になり、その結果、製造コストが高くなり、市場からの排除につながる可能性があります。 Yongte のエンジニアは、長年の業界経験をもとに、泡形成の問題に対処するための次の解決策をまとめ、分析しました。以下に概説する理由は、木とプラスチックのドアフレームが押出成形中に発泡しない理由を説明し、自己検査を実施するための手順の概要を説明します。
I. 配合と原材料の問題 (最も一般的)
1. 発泡剤の不良または不足
· 現象: 金型の取り出し時に膨張しない。非常に高密度。硬い質感。
発泡剤の原因と解決策
|
原因 |
解決 |
|
発泡剤の投与量が不十分です (AC/NC/OBSH) (通常範囲: PVC 100 kg あたり 0.8 ~ 1.5 kg) |
発泡剤の量をバッチあたり 0.2 ~ 0.3 kg ずつ増やします。 PVC 100 kg あたり 1.0 ~ 1.2 kg に徐々に調整します。
|
|
発泡剤は吸湿性、凝集性、呼気性、または分解効率の急激な低下を示します。 |
新しいバッチの発泡剤と交換し、乾燥した環境に保管してください。 |
|
活性化剤 (ZnO や ZnSt など) が存在しないと、分解温度が過度に高くなり、分解が不完全になります。 |
分解温度を下げるために、活性剤として 0.1 ~ 0.3 kg の ZnO を追加します。 |
2. 発泡調整剤のバランスが崩れている(ACR や発泡調整剤など)
· 現象: 発泡が起こらないか、発泡により粗大なセル構造またはセル崩壊が生じます。
発泡調整剤と溶液の応用
|
発泡調整剤 |
問題の提示 |
解決 |
|
投与量が不十分
|
溶融強度が低い → ガスを捕捉できない → 発泡や気泡の破裂がない |
1. 標準投与量: 5~8 kg (ACR530) 2. 発泡が起こらない場合: 溶融強度を高めるために 0.5 ~ 1 部の改質剤を追加します。 3. それでも発泡が起こらない場合: 改質剤の投与量を 0.3 ~ 0.5 kg 減らして溶融粘度を下げます。 |
|
過剰摂取 |
溶融粘度が高すぎる → 気泡の膨張が抑制される → 高密度で発泡しない |
1. 標準投与量: 5~8 kg (ACR530) 2. 発泡が起こらない場合: 溶融強度を高めるために 0.5 ~ 1 部の改質剤を追加します。 3. それでも発泡が起こらない場合: 改質剤の投与量を 0.3 ~ 0.5 kg 減らして溶融粘度を下げます。 |
ああ
3. 潤滑システムのアンバランス(内部/外部スリップ比の不正確)
· 現象: 急速または遅い可塑化。型の取り出し後に拡張できない。黒ずんだ表面。
発泡プロセスにおける潤滑の問題と解決策
|
問題 |
原因 |
効果 |
解決 |
|
過度の内部滑り |
急速な可塑化と早期発泡 |
金型での圧力解放。脱型時に泡立ちなし |
内部の滑りを減らし、外部の滑りを増やす |
|
過度の外部滑り |
溶融粘度が低く、ガスの閉じ込めが少ない |
泡立てに失敗する |
一般的な潤滑剤の比率: 内部スリップ (ステアリン酸) 0.5 ~ 0.9 kg。外部スリップ (PE ワックスまたは OPE) 0.3 ~ 0.8 kg |
|
潤滑不足 |
可塑化不良、高トルク、不均一な温度分布 |
発泡剤の分解が不完全 |
内部滑りを増加させ、外部滑りを最小限に抑える |
ああ
4. 過剰なフィラー、木粉、またはリサイクル材料
· 現象: 材料が過度に乾燥している。メルトフローが悪い。泡立ちにくい。
フィラーの問題と解決策
|
问题 |
解決策 |
|
充填材の合計 (木粉 + 炭酸カルシウム) が 180 ~ 220 kg を超えるか、リサイクル材料の比率が 30 ~ 50% を超えると、溶融強度が高くなりすぎてガス拡散が低下します。 |
リサイクル材の比率を 30% 以下に制限します。総フィラー含有量を 150 ~ 200 kg 以内に制御します。 |
|
未乾燥木粉 (水分含有量 > 2%) → 熱吸収が減少し、可塑化が損なわれ、発泡が妨げられます。 |
木粉を 80 ~ 120°C で 2 ~ 4 時間乾燥させ、含水率 <0.5% にします。 |
ああ
5. 熱安定剤が不十分または品質が悪い
· 現象: 局所的な過熱、黄変、発泡剤の早期分解、および金型取り出し時の発泡不良。
· 解決策:
o • 高温安定性を確保するには、鉛塩またはカルシウム - 亜鉛安定剤を 4.5 ~ 6 kg で使用します。
• 早期の分解や潤滑の不均衡を防ぐために、安定化システムを再構築することを検討してください。
II.押出プロセスパラメータ (温度/圧力/スクリュー速度)
1. 間違った温度プロファイル (主なプロセス原因)
· 非発泡性の典型的な温度の問題:
温度の問題と結果
|
温度の問題 |
影響する |
結果 |
|
バレル温度が低すぎる |
発泡剤が分解しにくい |
泡立ちなし |
|
フロントゾーン温度が高すぎる |
早すぎる発泡 |
ダイ内部の圧力の損失。脱型時に膨張しない |
|
金型キャビティ温度が不十分 |
過度に硬いメルト |
泡は膨らまない |
· 推奨温度プロファイル (円錐二軸押出機):
o • フィードゾーン: 140 ~ 155°C (早期発泡を防ぐため)。
o • 溶融/圧縮ゾーン: 160 ~ 175°C (発泡剤の分解範囲)。
o • バレルテール/フランジゾーン: 165 ~ 178°C。
· • ダイ/マウスダイ: 160 ~ 172°C (バレル温度より 5 ~ 10°C 低い)。
各ゾーンの推奨温度
|
ゾーン |
推奨温度(単位:℃) |
注記 |
|
フィードゾーン |
140~155 |
早期の泡立ちを防ぐため |
|
溶融/圧縮ゾーン |
160~175 |
発泡剤分解ウィンドウ |
|
バレルテール/フランジゾーン |
165–178 |
- |
|
ダイ/口ダイ |
160–172 |
バレル温度より 5 ~ 10°C 低い |
· 調整手順:
1. • まず、温度を 5 ~ 10°C 上げて、発泡が始まるかどうかを観察します。
2. • それでも泡立たない場合は、溶融ゾーンの温度を 5 ~ 8°C 上げます。
3. • 早期の発泡が発生した場合: フィードゾーンの温度を 5 ~ 10°C 下げます。
2. スクリュー速度と送りの不一致
スクリュー速度の問題と解決策
|
スクリュー速度の問題 |
問題の発現 |
解決 |
|
スクリュー速度が不十分です |
可塑化が不十分で滞留時間が長い → 早期の発泡またはガス溶解 |
通常動作範囲: 18-28 rpm。非発泡状態の場合は、速度を 3 ~ 5 rpm 上げて、せん断性能と可塑化性能を向上させます。 |
|
スクリュー速度が高すぎます。 |
せん断過熱と急速な可塑化 → 早期発泡 |
通常動作範囲: 18-28 rpm。早期に発泡する場合は、速度を 3 ~ 5 rpm 下げて可塑化を遅らせます。 |
|
供給速度と押出速度の不一致
|
圧力の不安定性
|
通常動作範囲: 18-28 rpm |
ああ
3. 金型内圧力不足
· 現象: 金型の取り出し時に膨張しない。高密度。
· 原因:
o • 過剰なダイギャップ。圧縮率が不十分。早期の圧力解放。
· 解決策:
o • ダイギャップを適切に減らし、ヘッド圧力を高めます。
• 真空システムの漏れや過剰排気がないか確認してください。
Ⅲ.装置と金型の問題
機械の問題と解決策
|
機械の問題 |
問題の説明 |
解決 |
|
押出機スクリューの摩耗 |
圧縮比の低下、可塑化不良、圧力低下 |
ネジを交換または修理する |
|
不正確な温度制御 |
実際の温度が表示値から 10°C 以上乖離している |
熱電対を再校正する |
|
モールドランナーの設計 |
デッドゾーン、物質の蓄積、または不均一な温度分布 |
研磨、清掃、および/または加熱バンドの追加 |
|
排気・真空系 |
過剰吸引→発泡ガス除去 |
真空圧を下げる |
IV.簡単なトラブルシューティング手順 (優先順位順)
1. 材料ストリップ分析:
o • 型抜き後の膨張が完全に欠如している → 発泡剤が不足している、発泡剤が未分解、または温度が低すぎる。
o • ダイ内部で気泡が形成されるが、脱型後に膨張しない → 早期発泡(フロントゾーンの過度の熱または過度の内部滑り)。
2. 処方箋のチェック:
o • 発泡剤と活性剤の投与量は適切ですか?
o • 発泡調整剤の投与量は 5 ~ 8 kg 以内ですか?
o • 内部の滑りが過剰ですか?
o • リサイクル材料または充填剤の含有量が多すぎますか?
3. 単一パラメータの調整 (一度に 1 つのパラメータのみを変更します):
o ステップ 1: 融解ゾーンの温度を +5 ~ 10°C 上昇させます。観察する。
o ステップ 2: 発泡調整剤を +0.5 kg 増やします。
o ステップ 3: 内部スリップを -0.2 kg 減少させ、外部スリップを +0.2 kg 増加させます。
o ステップ 4: スクリュー速度を +3 ~ 5 rpm 上げます。
4. テストと検証:
o • 各調整後、サンプリング前に 10 ~ 15 分間押し出しを安定させます。
• 密度、セル構造 (細孔の均一性)、および表面のスケーリングを評価します。
· 木材とプラスチックのドアフレームに推奨される配合(PVC 100 kg あたり):
o • 発泡剤 (AC): 1.0 ~ 1.2 kg + ZnO: 0.2 kg
o • 発泡調整器: 6 ~ 7 kg
o • 内部潤滑剤 (ステアリン酸): 0.6 ~ 0.8 kg
o • 外部潤滑剤 (PE ワックス): 0.4 ~ 0.6 kg
o • フィラー (乾燥ベース): 60 ~ 80 kg
o • リサイクル素材: ≤30%
関連ニュース
メッセージを残してください











