

WPCデッキ押出ラインの生産速度を向上させるにはどうすればよいですか?
WPC デッキ押出ラインの生産速度の最適化: 包括的なガイド
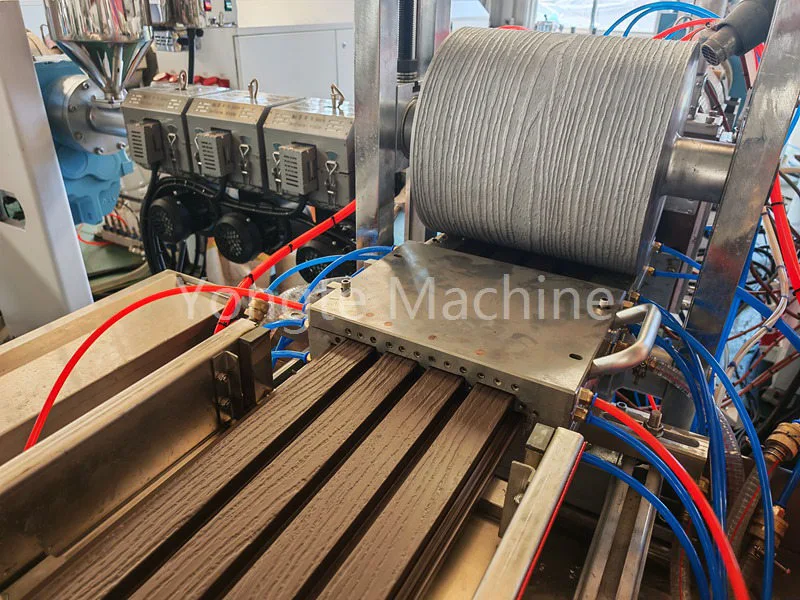
Yongteは高速の専門メーカーですWPCデッキ押出ライン 高品質の WPC デッキ製品を製造する高い能力を備えています。生産速度を最大化するにはWPCデッキ押出ラインその中核となる戦略は、可塑化効率の安定化、材料抵抗の最小化、急速冷却の実現、フルライン同期の確保、ダウンタイムの削減という相互に関連した 5 つの目標に焦点を当てており、そのすべてが厳格な製品品質基準を維持しています。

I. 配合と原料の前処理(スムーズな押出の基礎)
1. 配合を最適化して流動性と熱安定性を向上
· 相溶性剤/リンカー: 木粉とプラスチックの接着を強化するために、十分な無水マレイン酸グラフト PE/PP (例: MAH-g-PE) を追加し、それによって凝集とメルトフラクチャーを軽減します。
· 潤滑剤システム:
o 内部潤滑剤 (ステアリン酸、PE ワックスなど) は溶融粘度を低下させ、それによってスクリューのせん断熱と本体の負荷を軽減します。
o 外部潤滑剤(パラフィン、酸化ポリエチレンワックスなど):材料とシリンダー/金型間の摩擦を減らし、押出圧力を下げます。
o 層化や表面欠陥を引き起こす可能性のある過度の外部滑りを防ぐために、総添加量は 1% ~ 3% 以内に制御する必要があります。
· 充填材と木粉: 木粉の水分含量は 3% 以下に制御され、均一な粒子サイズ (80 ~ 120 メッシュ) である必要があります。活性炭酸カルシウムは、油の吸収と粘度の増加を抑えるために選択する必要があります。
2. 混合と予備可塑化 (フロントエンドのボトルネック)
· 高速熱混合と冷混合を組み合わせることで、デッドゾーンのない均一な混合が保証され、局所的な「デッドマテリアル」や凝集が防止されます。
· 可能であれば、前粉砕プロセスを組み込んで粉末材料を顆粒に融合させることができ、より安定した供給、より速い可塑化、およびライン速度の 20% ~ 30% の向上を保証します。

II.エクストルーダーホストとスクリュー(コアパワーユニット)
1. スクリューとバレルの最適化
· 高いアスペクト比 (L/D = 40 ~ 48) と高トルクの平行二軸スクリューが選択され、せん断性能と混合性能が向上し、高充填 WPC 配合に適しています。
· スクリューの組み合わせ:搬送セクションの体積を増加し、ミキシングブロック/シャーブロックのレイアウトを最適化し、せん断熱を低減し、可塑化を前提とした搬送効率を向上させます。
· 金型バレル加熱: 温度変動が±1℃以下のゾーン精密温度制御 (PID) を採用し、局所的な過熱や不十分な可塑化を防ぎます。
2. 速度と荷重のマッチング(加速の鍵)
· モーター速度: 定格トルクの 70% ~ 90% と安定した電流を維持しながら、徐々に速度を上げます (PE/PP システムは 150 ~ 250 rpm に達することがあります)。
· 送りの同期: 減量フィーダが採用されており、メインマシンの回転速度に閉ループでリンクされ、ネジスロットの充填率が 70% ~ 90% になるようにし、「空回り」や過負荷を防ぎます。
· 真空システム:安定した高真空 (-0.08 ~ -0.09 MPa) を維持し、水蒸気と揮発性成分を迅速に除去し、気泡を減らし、表面品質を改善し、処理速度を向上させます。

Ⅲ.金型とセッティング(最高線速度の決定)
1. 金型設計と流路の最適化
· CFDシミュレーションによって最適化されたハンガータイプおよびフィッシュテールタイプのダイヘッドは、滑らかな流路と均一な圧力分布を備えており、材料の固着や局所的な過熱を回避できます。
· ダイのギャップは適度で、圧縮比は中程度 (3 ~ 5:1) であるため、押出圧力と溶融抵抗が軽減されます。
· 金型加熱: ゾーン別の温度制御と十分な加熱能力により、金型キャビティ内の溶融物の温度が均一になり、流動性が一定になります。
2. キャリブレーションシステム(速度向上のためのコアボトルネック)
· 細長い設置テーブル (通常 8 ~ 12 m) により、冷却面積と接触時間が増加します。
· クーラント通路 :
o 大流量・低温循環水(15~25℃)を採用し、熱を素早く放散し、硬化時間を短縮します。
o 金型内での多点スプレーと真空吸着により、プロファイルが金型に迅速に密着し、寸法安定性が維持され、変形が防止されます。
· 真空安定性: 均一な冷却によりプロファイルが成形ダイに完全に吸着されるようにし、トラクション速度を大幅に向上させます。
IV.トラクション、冷却、リアセクション (ライン全体で同期)
1. トラクションシステム
· マルチロール高摩擦牽引機は閉ループ (PID) で主機速度と同期しており、線形速度変動は ±0.1m/min 以内です。
・ 押出量に合わせたトラクション速度:シェーピング冷却を許容することを前提に、徐々にトラクションを上げて「高速押出+高速トラクション」を実現。
2. 冷却システム(二次冷却)
· スプレー冷却水タンクを延長して (5 ~ 10 m)、成形テーブルを離れた後にプロファイルが室温まで急速に冷却されるようにし、その後の変形や切断不良を防ぎます。
· 冷却ファン補助: 冷却効率を高めるための表面強制空冷。
3. 切断とパレタイジング(ダウンタイムの削減)
· 生産は止まることなく継続的に行われます。
· 切削パラメータを最適化してバリや無駄を減らし、工具の交換や清掃の頻度を減らします。
· 自動パレタイジング/スタッキング: 手動介入を減らし、生産効率を向上させます。

V. プロセス制御とインテリジェンス (安定した加速)
· 温度曲線の最適化:
o バレル: 供給セクションで低温 (ブリッジ防止) → 可塑化セクションで徐々に加熱 → 均質化セクションで一定温度 → ダイヘッドでわずかに高温 (流動性を維持するため)。
o 不十分な可塑化と圧力スパイクを防ぐために、「前部が低く、後部が高い」パターンを避けてください。
· 圧力監視:
ダイヘッド圧力を適切な範囲 (例: 10 ~ 18 MPa) に維持します。大きな圧力変動が発生する場合は、速度を下げるか配合・金型を見直してください。
· 統合システム制御:
PLC は、ホスト、供給、バキューム、トラクション、冷却、切断を含むすべてのコンポーネントをワンタッチの開始/停止とリアルタイムのパラメータ調整で管理します。
· オンライン検査:
レーザー直径測定、厚さ/幅のリアルタイムフィードバック、トラクション/温度の自動微調整により、調整のためのスクラップとダウンタイムを削減します。

まとめ
包括的な最適化を達成するには、改善は複数の重要な領域にまたがる必要があります。配合および原材料の前処理、押出成形の主機およびスクリューの構成、金型設計および成形システム、トラクション冷却および下流プロセス、さらにはプロセス制御およびインテリジェント管理システムです。まず、材料配合を最適化して流動性と熱安定性を高め、正確な混合と予備可塑化を組み合わせることで、スムーズな押出の基本基盤を確立します。第 2 に、最適な速度と負荷のマッチングを確保しながらスクリューバレル アセンブリをアップグレードすることが、速度向上の極めて重要な推進力として機能します。第三に、洗練された金型設計、流路の最適化、真空成形テーブルの改良が、ライン速度を最大化するための重要な要因として機能します。さらに、牽引システム、冷却ライン、自動切断/パレタイジングを含む下流プロセスの最適化により、フルラインの同期が促進され、生産のダウンタイムが最小限に抑えられます。最後に、高度なプロセス制御とインテリジェントテクノロジーにより、安定した一貫した生産が確保され、それによって製品の品質を損なうことなく持続可能な速度向上が実現します。
関連ニュース
メッセージを残してください











