

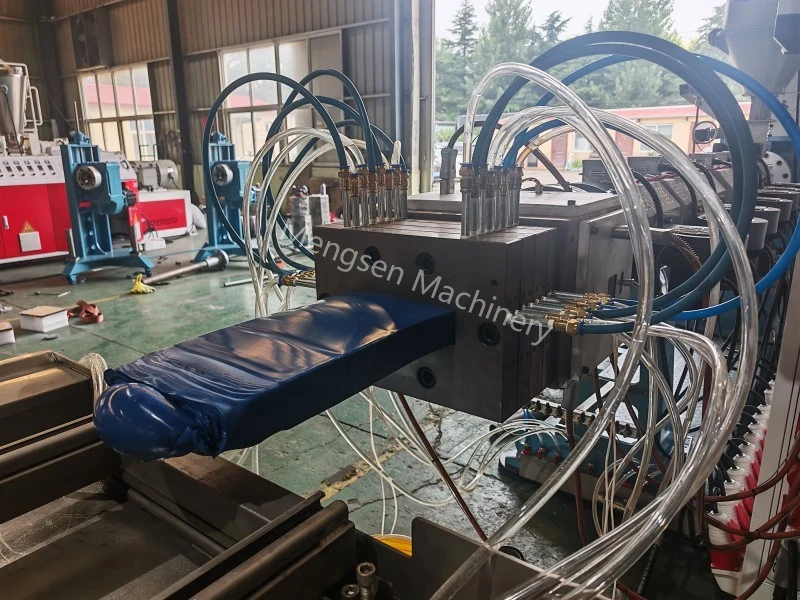
50mmソリッド厚パネル用プラスチック木材押出ライン
Yongte、200 x 50mm ソリッド厚パネル用プラスチック木材押出ラインの初期試運転を実施、金型成形セクションを最適化して変形の問題を解決
1. 初期設備試作概要
最近、Yongte は、200 x 50 mm の固体厚プラスチック パネルの加工を対象とした、先進的なプラスチック製材押出ラインの最初の試作を正常に完了しました。今回の試運転では、資源循環とグリーンプロダクションの考え方に基づき、再生廃プラスチックを原料として採用し、廃プラスチックへの適応性と厚肉プラスチック木材の量産可能性を検証しました。

2. 再生材料の優れた可塑化性能
最初の試運転プロセス中に、高速押出機は優れた溶融可塑化性能を発揮しました。正確な押出パラメータ制御の下で、リサイクルされたプラスチックスクラップは完全に溶融および均質化され、溶融材料は均一な質感、良好な流動性、および安定した全体的な可塑化効果を示しました。優れた可塑化品質は、高性能再生プラスチックパネルの安定生産のための強固な基盤を築き、Yongte社の廃プラスチック原料の押出装置の優れた材料処理能力を証明しています。

3. パネルの膨れ・変形欠陥の解析
それにもかかわらず、超厚固体パネルの形成段階で、的を絞った技術的課題が現れました。完成品の厚さは 50 mm とかなり厚いため、冷却および成形プロセス中にパネルの表面とコア層の間に顕著な温度勾配が生じます。厚いパネルの表面は急速に冷えて固まりますが、内部のコア材料は高温を長期間保持し、その後の自然冷却中に継続的に熱収縮します。外層と内層の間の冷却速度と収縮速度が一致しないと、不均衡な内部応力が誘発され、最終的に 200×50mm の厚肉パネルの中間部の膨らみや局所的な変形が生じ、最終製品の平面度や寸法精度に影響を及ぼします。

4. 金型成形セクションの最適化ソリューション
Yongte 技術チームは、試運転データと現場の生産条件の詳細な分析に基づいて、コア ソリューションが金型成形セクションの構造最適化に焦点を当てていることを確認しました。極厚プレートの不均衡なメルトフローと不均一な冷却成形の問題を解決するために、チームはダイの流路構造、流れ分配システム、冷却レイアウトの目標を絞ったアップグレードを実行します。成形セクションのメルトフロー抵抗を最適化し、金型の中間領域と端領域の材料供給速度のバランスを取り、段階的かつ均一な冷却設計と組み合わせることで、厚いパネルの内部応力集中が効果的に排除されます。この最適化により、製品の表面とコア層の冷却と成形速度が同期され、50mmの超厚ソリッドパネルの中間膨らみ変形欠陥が根本的に解決され、完成品の全体的な寸法安定性と平坦性が向上します。
5. 試行概要とその後の開発計画
この最初の試運転により、この装置の可塑化の優位性が完全に検証され、厚肉製品成形の重要な改善点が明らかになり、ハイスペック無垢プラスチック製材の正式な量産に向けた貴重な実践経験が蓄積されました。次の段階では、Yongte は金型成形セクションの最適化と二次試運転検証の完了を加速し、押出プロセスパラメータを継続的に磨き、厚手の再生プラスチックパネルの安定的、高精度、高効率生産の実現に努め、廃プラスチックの高価値リサイクルと産業利用を促進します。

関連ニュース
メッセージを残してください











