

4個取りプラスチック異形押出ラインの押出速度アンバランスを解決する技術ソリューション
4個取りプラスチック異形押出ラインの押出速度アンバランスを解決する技術ソリューション
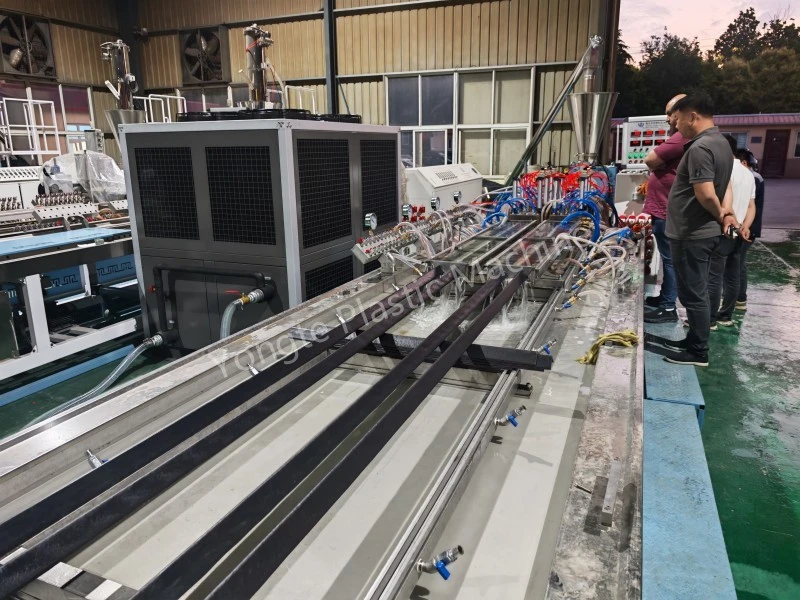
4 つのキャビティのプラスチック異形押出製造プロセスでは、4 つのキャビティ間の押出速度の不均衡が一般的な技術的問題です。この問題は、製品の寸法精度の不均一、肉厚の不均一、形状の欠陥、生産歩留まりの低下を直接引き起こし、量産の安定性と効率を大きく制限します。実際の生産材料と顧客の製品仕様に基づいて、Yongte エンジニアリング チームは、4 キャビティ プロファイルの一貫性のない動作速度の問題を徹底的に解決するために、ターゲットを絞った専門的に最適化された金型とサポート システム設計スキームを開発し、4 キャビティ押出ラインの高精度、安定した同期生産を実現しました。
1. 技術的問題の背景
従来の一体型 4 キャビティ押出ダイスは、一体型の加熱および流量制御構造を採用しています。 4 つのキャビティの押出速度は、不均一なメルト フロー分布、ダイの局所領域の温度偏差、および加工アセンブリの誤差などの要因の影響を受け、連続生産中にばらつきやすくなります。キャビティ間の速度偏差は、プロファイル成形速度と冷却収縮の差につながり、その結果、最終製品の反り、変形、許容範囲外のサイズ、不均一な表面平坦度などのバッチ品質欠陥が発生し、プラスチックプロファイルの高水準の生産要件を満たすことができなくなります。
2. 専門的に最適化された設計スキーム
Yongte のエンジニアは、お客様の原材料特性、製品構造パラメーター、および現場の生産条件を組み合わせて、以下のような詳細な技術ソリューションを使用して、金型構造、流量制御、トラクション切断および補助搬送システムのターゲットを絞ったカスタマイズ設計を実行しました。
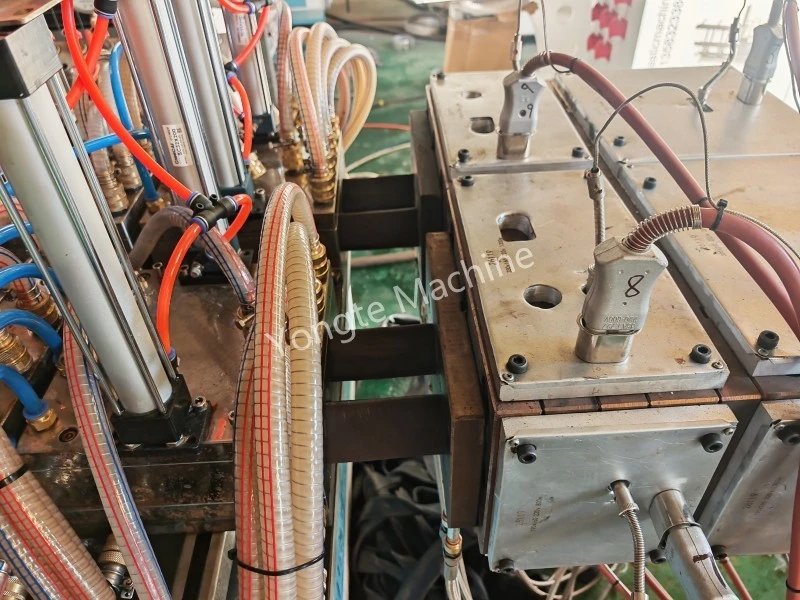
2.1 独立した温度制御を備えたデュアルダイボディ構造
オリジナルの一体型 4 キャビティダイボディは、二重独立金型ボディ構造、各ダイ本体には 2 つの押出キャビティが装備されています。 2 組の金型本体は、構造設計と温度制御システムにおいて完全に独立しています。各金型本体は独立した加熱モジュールと温度制御ユニットで構成されており、個別の精密な温度調整と一定の温度制御を実現できます。この設計は、一体型金型の温度偏差によって引き起こされる不均一な溶融流動性の問題を効果的に解決し、ソースから各キャビティのプラスチック溶融状態を安定させ、異なる金型本体間の速度差の根本的な原因を排除します。

2.2 ダイ本体単体の独立流量調整機構
それぞれ独立した金型本体には特殊な流量調整ナット装置が装備されています。微小な流量差や組立誤差による同一金型内の2つのキャビティの速度偏差を、流量調整ナットによりオンライン微調整が可能です。単一キャビティの溶湯供給流量を正確に調整することで、同じダイ本体内の 2 つのキャビティの押出速度を完全に同期させることができ、キャビティ速度のマイクロレベルの校正を実現し、同じグループ内の各キャビティの押出出力と成形速度の均一性を確保します。
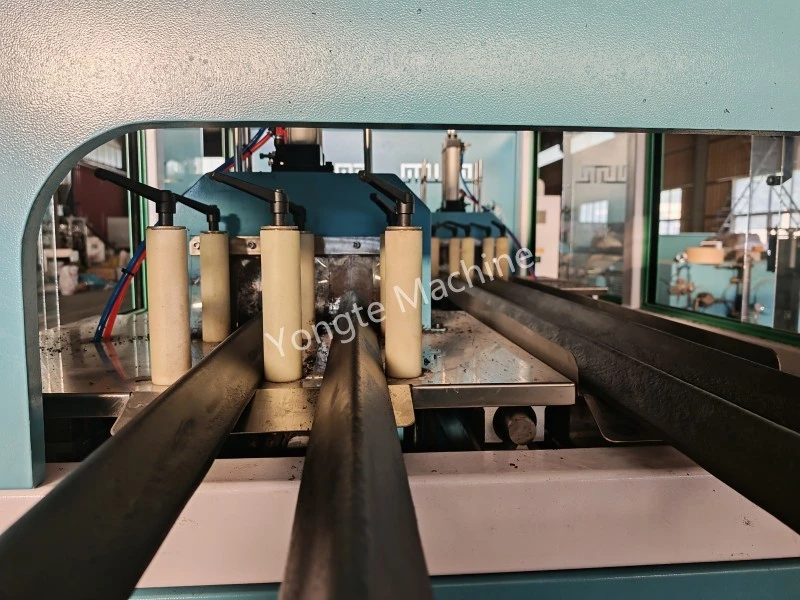
2.3 デュアル独立トラクションスピードコントロールシステム
独立したトラクション システムのデュアル セットは、デュアル ダイ本体とダブル グループ キャビティのレイアウトに適合するように構成されています。 4 つのキャビティを同時に駆動する従来のシングルトラクションモードとは異なり、2 セットのトラクション装置は別個の速度制御プログラムで独立して動作します。このシステムは、2 つのダイ本体の実際の押出速度に応じて、2 つのキャビティ プロファイルの 2 つのグループのトラクション速度を個別に調整でき、押出速度とトラクション速度の動的マッチングを実現し、非同期トラクションによって引き起こされるプロファイルの伸び、収縮、寸法の偏差を回避し、さらに 4 つのキャビティの全体的な速度の一貫性を確保します。

2.4 独立した定長カッティングシステム
2群押出・牽引構造に対応し、2組の独立した切断システムを搭載し、別々の定長切断作業が可能です。各切断システムは、対応するプロファイルのグループの走行速度と送りストロークを個別に追跡し、一致させます。独立した切断制御モードにより、わずかな速度差のあるプロファイルの統一切断によって引き起こされる切断誤差や長さのばらつきがなくなり、各キャビティプロファイルの固定長切断精度が保証され、製品の良品率が向上します。
2.5 マッチング自動搬送・集積システム
独立した搬送およびスタッキングラックが 2 セット構成されており、デュアル切断システムと正確に適合します。切断装置による定長切断が完了すると、搬送・集積装置が対応するプロファイル群の材料受け取り・搬送・集積作業を自動的に完了します。搬送システムの同期的かつ独立した動作により、異なるキャビティプロファイルの非同期速度によって引き起こされる材料の蓄積、押出および搬送の混乱が回避され、生産ライン全体のスムーズで連続的な動作が確保され、自動化された秩序ある生産が実現します。

3. 技術的優位性と生産効果
上記の系統的なカスタマイズ設計により、プラスチック異形材製造における 4 キャビティの押出速度が一貫していない問題は完全に解決されます。デュアルダイ独立温度制御 + シングルグループ流量微調整 + デュアル独立トラクションおよび切断システムにより、フルリンク速度校正および同期制御システムが形成されます。このスキームには次のような大きな利点があります。まず、メルトフローと温度のソース制御を実現し、押出の初速差を排除します。 2 つ目は、生産プロセスにおける速度の動的な微調整を実現し、4 つのキャビティの長期にわたる同期動作を保証します。第三に、マッチング自動補助システムにより、生産の安定性と最終製品の一貫性が向上します。
現場での生産検証の後、この最適化された設計は、4 キャビティ プロファイルの寸法公差と成形不良率を効果的に低減し、押出ラインの全体的な生産安定性と生産効率を向上させ、さまざまなプラスチック プロファイルの長期かつ大量の標準化生産に適しています。

関連ニュース
メッセージを残してください











